

Naprawa elektroniki
Naprawa elektroniki użytkowej
Elektronika przemysłowa
Elektronika medyczna
Elektronika wojskowa
Centrum szkoleniowe
Laptopy
Monitory
Komputery
Płyty główne
Zasilacze
UPS'y
Projektory multimedialne
Roboty sprzątające





OGŁOSZENIE
Szanowni Państwo,
z dniem 2023-01-01 zaprzestajemy realizacji napraw robotów samojezdnych, zasilaczy komputerowych, płyt głównych do komputerów stacjonarnych oraz telewizorów. Decyzja została podjęta zarówno z powodu nieustanne rosnących cen komponentów niezbędnych do realizacji napraw, trudności z ich dostępem jak i dynamicznym rozwojem w gałęziach elektroniki przemysłowej, medycznej i wojskowej. Pozostałe usługi pozostają bez zmian.
Europejskie Centrum Serwisowe
A&D Serwis Europejskie Centrum Serwisowe® Elektroniki Komputerowej, Medycznej i Przemysłowej To pierwsze w Polsce w pełni profesjonalne doskonale wyposażone centrum serwisowe, które oferuje profesjonalne naprawy laptopów, notebooków, netbooków, elektroniki komputerowej, medycznej oraz przemysłowej zgodnie z międzynarodowymi standardami IPC z gwarancją i w konkurencyjnych cenach.Co naprawiamy i dlaczego warto wybrać nasz serwis
Istniejemy na rynku już od ponad 22 lat co pozwoliło nam również wyspecjalizować się w profesjonalnych złożonych naprawach komputerów PC oraz All-in-one w tym Apple, tabletów, e-booków, projektorów, monitorów LCD oraz CRT również dla medycyny i przemysłu, telewizorów LCD i Plazma, kart graficznych, płyt głównych, zasilaczy komputerowych, medycznych i przemysłowych, zasilaczy awaryjnych UPS oraz elektroniki dla medycyny i przemysłu.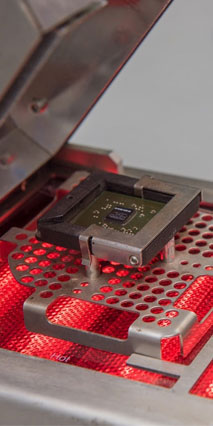
Prawdy i mity o lutowaniu w technologii BGA
Z informacji ogólnodostępnych w sieci można wyczytać, że do zalutowania układu BGA lub do usunięcia tkz. zimnych lutów wystarczy zwykła stacja czy też dmuchawka Hot Air. W informacjach zawartych na stronie A&D Serwis staramy się przybliżyć nieco tematykę związaną z lutowaniem w technologii BGA oraz z ogólnymi problemami z nią związanymi. Stosowana powszechnie technologia montażu układów BGA do których należą między innymi układy graficzne, mostki północne, mostki południowe, pamięci,

Laboratorium
W obecnych czasach gdzie producenci prześcigają się w wprowadzaniu na rynek nowości sprzętowych, sprawa testów czy też tkz. ”Badań” przed wprowadzeniem towaru na rynek zeszły na dalszy plan. Dlatego właśnie mamy do czynienia z coraz większą awaryjnością sprzętu oraz krótką żywotnością.
Wydaje się patrząc na dzisiejszy sprzęt że czasy gdzie telewizory czy też radia z lat 80 działały bez problemu przez 15 20 lat na zawsze już odeszły do historii, mimo że technologia i myśl techniczna nabrała niewspółmiernego przyspieszenia.
Laboratorium




A&D Serwis w liczbach
33670
zadowolonych klientów
97%
udanych napraw
1700
